





Высококачественное среднетемпературное литье воска
Среднетемпературное литье воска (среднетемпературное литье воска) – это, на первый взгляд, простая технология. Часто говорят о ее универсальности и возможности получать детали сложной формы с высокой точностью. Но реальность, как всегда, сложнее. Я помню свои первые опыты, когда казалось, что просто 'заливаем воск, откалываем, выплавляем' – все готово. Ошибались. Проблем возникало множество: от дефектов отливок до проблем с усадкой и поверхностным качеством. Именно поэтому, прежде чем говорить о 'высококачественном' среднетемпературном литье воска, нужно понимать все нюансы процесса, а не просто следовать инструкциям.
О чем эта статья
В этой статье я хотел бы поделиться своим опытом и наблюдениями в области среднетемпературного литья воска. Мы рассмотрим основные этапы процесса, ключевые факторы, влияющие на качество отливок, распространенные проблемы и способы их решения. В частности, затронем вопросы выбора воска, особенностей проектирования, оптимизации температуры и давления, а также аспекты, связанные с последующей обработкой отливок. Помимо этого, я постараюсь избежать излишней теоретизации и сосредоточусь на практических рекомендациях, основанных на реальном опыте работы.
Выбор воска: не все воски одинаково полезны
Часто новички выбирают воск, основываясь на цене или доступности. Это не всегда верный подход. Разные типы восков имеют разные свойства: твердость, теплопроводность, усадку и т.д. Например, для сложных, детализированных отливок лучше выбирать воски с низкой усадкой и высокой теплопроводностью. Дешевые воски могут потребовать более агрессивной обработки, что увеличивает время и стоимость производства. Важно также учитывать совместимость воска с используемой технологией и литейным сплавом. Неправильный выбор воска – прямой путь к проблемам с качеством отливок, как показала одна из наших первых неудачных попыток с среднетемпературным литьем воска, где использовался воск неподходящей твердости для мелких деталей. Результат – множественные трещины и сколы.
Проектирование для литья: ключевые моменты
Проектирование отливки под среднетемпературное литье воска – это отдельная дисциплина. Необходимо учитывать толщину стенок, наличие выступов, углы нахлеста и другие факторы, которые могут повлиять на процесс литья и качество отливки. Например, острые углы и узкие переходы могут привести к образованию зон концентрации напряжений, что, в свою очередь, может вызвать трещины и дефекты. Важно использовать специализированное программное обеспечение для проектирования, которое позволяет моделировать процесс литья и выявлять потенциальные проблемы на ранних стадиях. Мы, в ООО Хэбэйский Кэчжань по производству деталей для машин, часто сталкиваемся с тем, что клиенты недооценивают важность проектирования и потом жалуются на низкое качество отливок.
Температура и давление: золотая середина
Контроль температуры и давления – критически важные параметры в процессе среднетемпературного литья воска. Недостаточная температура может привести к неполному заполнению формы, а избыточная – к образованию дефектов поверхности и усадке отливки. Оптимальные значения температуры и давления зависят от типа воска, материала литейного сплава и конструкции формы. Регулярный мониторинг и корректировка параметров – залог стабильного качества отливок. В нашей практике, особенно при работе с высокопрочными сплавами, требуется очень точный контроль температуры, иначе даже небольшое отклонение может привести к серьезным проблемам. Нам потребовались месяцы экспериментов, чтобы найти оптимальные параметры для конкретного сплава и конструкции формы.
Последующая обработка: финальный штрих
После выплавки отливок из воска необходимо провести последующую обработку: удаление песка, очистка от остатков воска и, при необходимости, механическую обработку. Качество последующей обработки также влияет на конечный результат. Например, неправильная очистка может привести к появлению царапин и других дефектов поверхности. Важно использовать соответствующие инструменты и материалы для каждой стадии обработки. Кроме того, необходимо учитывать, что среднетемпературное литье воска часто используется для получения деталей, требующих высокой точности и гладкой поверхности, поэтому финальная обработка должна быть максимально аккуратной.
Распространенные проблемы и их решения
В процессе работы с среднетемпературным литьем воска можно столкнуться с различными проблемами: дефекты поверхности, усадка, трещины, неполное заполнение формы и т.д. Ключ к решению этих проблем – это тщательный анализ причин возникновения и разработка соответствующих корректирующих мер. Например, при появлении трещин можно попробовать увеличить время охлаждения или изменить температуру отливки. При неполном заполнении формы необходимо проверить давление и убедиться в отсутствии воздушных пузырей. Важно вести подробный журнал всех операций и результатов, чтобы иметь возможность анализировать проблемы и находить оптимальные решения. Не бойтесь экспериментировать и учиться на своих ошибках. Иногда самые неожиданные решения оказываются самыми эффективными. Однажды, мы столкнулись с проблемой усадки при литье особо сложной детали. Решением оказалось использование слегка нагретой формы, что позволило компенсировать усадку и избежать трещин. Это пример того, как важно постоянно искать новые подходы и не останавливаться на достигнутом.
Надеюсь, этот небольшой обзор был полезен. Если у вас есть какие-либо вопросы или вы хотите обсудить конкретный проект, не стесняйтесь обращаться. Мы всегда рады помочь!
ООО Хэбэйский Кэчжань по производству деталей для машин: https://www.hbkezhan.ru - мы занимаемся разработкой и производством деталей методом среднетемпературного литья воска уже более десяти лет и готовы предложить вам решения для ваших задач.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
 Настольная шлифовальная машина BG6 (высокая конфигурация)
Настольная шлифовальная машина BG6 (высокая конфигурация) -
 Аксессуары из силового металла – отливки из меди
Аксессуары из силового металла – отливки из меди -
 Настольная шлифовальная машина BG8 (стандартная конфигурация)
Настольная шлифовальная машина BG8 (стандартная конфигурация) -
 Неподвижная пластина
Неподвижная пластина -
 Крыльчатка
Крыльчатка -
 Аксессуары из прочного металла-фиксированное основание
Аксессуары из прочного металла-фиксированное основание -
 Аксессуары из силового металла -клеммные колодки
Аксессуары из силового металла -клеммные колодки -
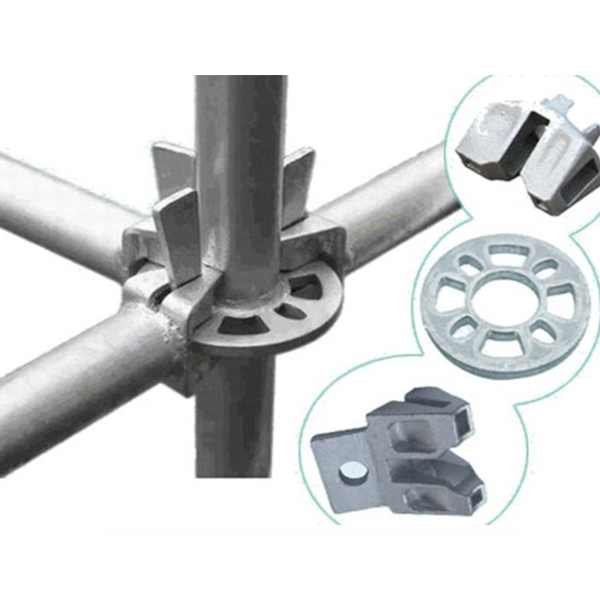 Строительные леса с дисковой пряжкой
Строительные леса с дисковой пряжкой -
 Рыхлительная лопата плужный нож
Рыхлительная лопата плужный нож -
 Конусная втулка
Конусная втулка -
 Ссылка
Ссылка -
 Поставляется с комплектом крепежных гаек для смазки
Поставляется с комплектом крепежных гаек для смазки
Связанный поиск
Связанный поиск- Цены на покупку спортивных товаров в Китае
- Нержавеющая сталь 5 Китай
- Цена обработки на 5-осевом обрабатывающем центре в Китае
- Цена шестерни 1
- Цены на детские спортивные товары
- Высококачественное оборудование для спорта и фитнеса
- Оптовые заводы для магазинов спортивных товаров
- Цены на нержавеющую сталь 5
- Среднетемпературный завод по литью воска в Китае
- Литье смолы в песок